Transparent soap commands a premium shelf price—often 2–4× the retail value of opaque bar soap—yet it demands a fundamentally different production process. Glycerin retention, precise alcohol dosing, and controlled cooling all require equipment configurations that diverge sharply from standard laundry or toilet soap lines.
This guide breaks down every stage of a transparent/glycerin soap production line: the chemistry behind clarity, the machinery that makes it repeatable at scale, key technical parameters, and a realistic investment-return analysis for manufacturers considering the upgrade.
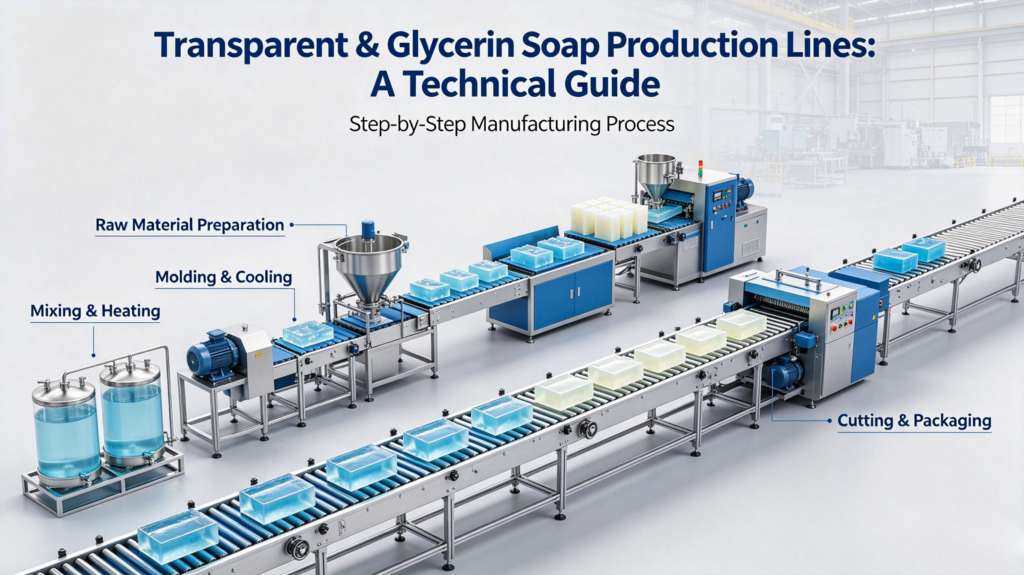
Core Equipment: Stage-by-Stage Breakdown
1. Saponification Reactor
Transparent soap typically starts with a hot-process saponification reactor producing a fully neutralized soap base. Key differences from standard reactors:
- Higher operating temperature (90–100 °C) to keep the soap-solvent mixture fluid
- Jacketed vessel with precise temperature control (±1 °C tolerance) to prevent premature crystallization
- Closed-system design to contain alcohol vapors and meet ATEX/explosion-proof requirements
Explore our saponification equipment lineup for reactor models rated for solvent-compatible operation.
2. Solvent & Glycerin Dosing System
This is the most process-critical stage in transparent soap production. A typical formulation uses:
| Additive | Typical Dosage (% of batch) | Function |
|—|—|—|
| Ethanol (95%) | 15–25% | Dissolves soap crystals; primary clarifying agent |
| Glycerin | 10–20% | Humectant; raises refractive index uniformity |
| Sucrose solution (50%) | 5–10% | Secondary clarifier; improves bar hardness |
| Sorbitol | 3–8% | Moisturizing additive; partial glycerin substitute |
| Water | Balance | Carrier; adjusted for final bar moisture content |
Dosing equipment requirements:
- Explosion-proof metering pumps rated for ethanol service
- Load-cell–based gravimetric dosing (accuracy ±0.2%) to hit formulation targets consistently
- Inline viscosity monitoring to detect batch deviations in real time
3. Mixing & Deaeration Vessel
After solvent addition, the soap mass must be:
1. Homogenized — Agitator speed typically 30–80 RPM; excessive shear introduces air bubbles
2. Deaerated — Vacuum deaeration (−0.08 to −0.09 MPa) removes entrained air that causes opacity or visual defects
3. Temperature-held — Maintained at 65–75 °C during casting to prevent premature setting
A stainless-steel jacketed mixing vessel with a variable-speed anchor agitator and vacuum capability handles all three functions.
4. Casting & Cooling System
Transparent soap is cast rather than extruded. Two primary configurations:
| Method | Description | Best For |
|—|—|—|
| Frame casting (batch) | Liquid soap poured into large rectangular frames; cooled overnight | Artisan-to-mid scale (50–300 kg/batch) |
| Continuous casting line | Soap flows into a moving belt mold; chilled tunnel achieves controlled solidification | Industrial scale (500+ kg/hr) |
Cooling parameters:
- Cooling tunnel temperature: 10–18 °C
- Residence time: 20–45 minutes depending on bar dimensions and formulation
- Controlled airflow (laminar, not direct impingement) prevents surface cracking
5. Cutting, Stamping & Finishing
Once solidified, transparent bars follow a modified version of the standard bar soap finishing line:
- Wire cutting or guillotine cutter — wire cutters are preferred because blade friction can cloud cut surfaces
- Conditioning room — 24–72 hours at 20–25 °C to allow residual alcohol to evaporate and bars to reach final hardness
- Soap stamp press — reduced stamping force compared to opaque soap (typically 30–60% lower pressure) to avoid cracking the more brittle transparent matrix
- Visual inspection station — color consistency, clarity, surface defect checks; automated vision systems available for high-throughput lines
Our bar soap machine range includes stamping presses with adjustable force profiles configured for transparent soap applications.
Safety & Compliance Considerations for Ethanol-Based Lines
Ethanol introduces flammability hazards not present in standard soap production. Any transparent soap line using ethanol must address:
Electrical classification:
- Mixing and dosing areas classified as Zone 1 or Zone 2 (ATEX / IECEx)
- All electrical equipment in those zones must be explosion-proof or intrinsically safe
- Motors, control panels, and lighting must carry appropriate Ex certification
Ventilation:
- Forced ventilation with LEV (Local Exhaust Ventilation) at all open-surface operations
- Minimum air changes: 10–15 ACH in process areas
- Ethanol vapor detectors with automatic shutdown interlocks
Storage & handling:
- Ethanol storage tanks located outside or in a dedicated flammable materials store
- Grounding and bonding on all transfer lines and vessels
- Spill containment bunding around storage and dosing areas
Compliance frameworks to reference:
- ATEX Directive 2014/34/EU (European installations)
- NFPA 30: Flammable and Combustible Liquids Code (North American installations)
- ISO TC 91 – Surface Active Agents for soap product quality standards
Making the Decision: Key Selection Criteria
Before committing to a transparent soap line, validate these five factors:
1. Market confirmation — Do you have orders or serious prospects for transparent/glycerin soap? The revenue premium only materializes with the right customers.
2. Ethanol supply chain — Reliable, cost-stable ethanol supply is essential. Disruptions directly impact production continuity.
3. Operator skill level — Transparent soap requires more process discipline than opaque soap. Budget for training (typically 2–4 weeks on-site).
4. Cooling capacity — Existing facilities may need chilled water systems installed; assess utility infrastructure early.
5. Product mix flexibility — Many manufacturers configure their line to switch between transparent and opaque soap production by adjusting formulation and bypassing the casting section. This flexibility maximizes equipment utilization.